
This month I am writing about a tech topic relating to custom work when a specific cartridge is used. This project is within the ability of anyone with access to minimal tools and a welder.
Feed your Mauser a Swift diet
Mauser rifles have a certain attraction to be built into various chambering’s you can find them most anywhere learking around gun shops hiding at gun shows and even forgotten in a gun safe. Some feed without issue while others drive the owner’s nuts with shorter/smaller diameter cartridges. This article will cover just such an issue, I was working on a M98 Mauser chambered in the iconic 220 Swift.
You may wonder why someone would re-barrel a M98 Mauser action to a shorter, smaller diameter cartridge and have feeding and chamber jam issues while striping a fresh round from the magazine. This rifle in particular was a Large Ring M98 Mauser military action with a fresh 220 Swift barrel, when the magazine was loaded with rounds the bolt would push the rounds back and forth while manipulating the bolt. An overly large magazine space for the smaller 220 Swift cartridge would cause the cartridges to become jammed in the magazine as some cartridges would be pushed extreme forward while others would be pulled reward with the top cartridge occasionally popping up out of the feed rails. This is a common issue when the magazine is sized for a 30.06 sized cartridge, some of you may be thinking why not buy a short cartridge follower conversion kit? Yes that would be an option however I wanted this rifle to feed and chamber a 220 Swift round smoothly every time. With various countries manufacturing Mauser actions and with minor fluctuation in tolerances there would be no way to be certain a conversion kit would be a drop in fix.
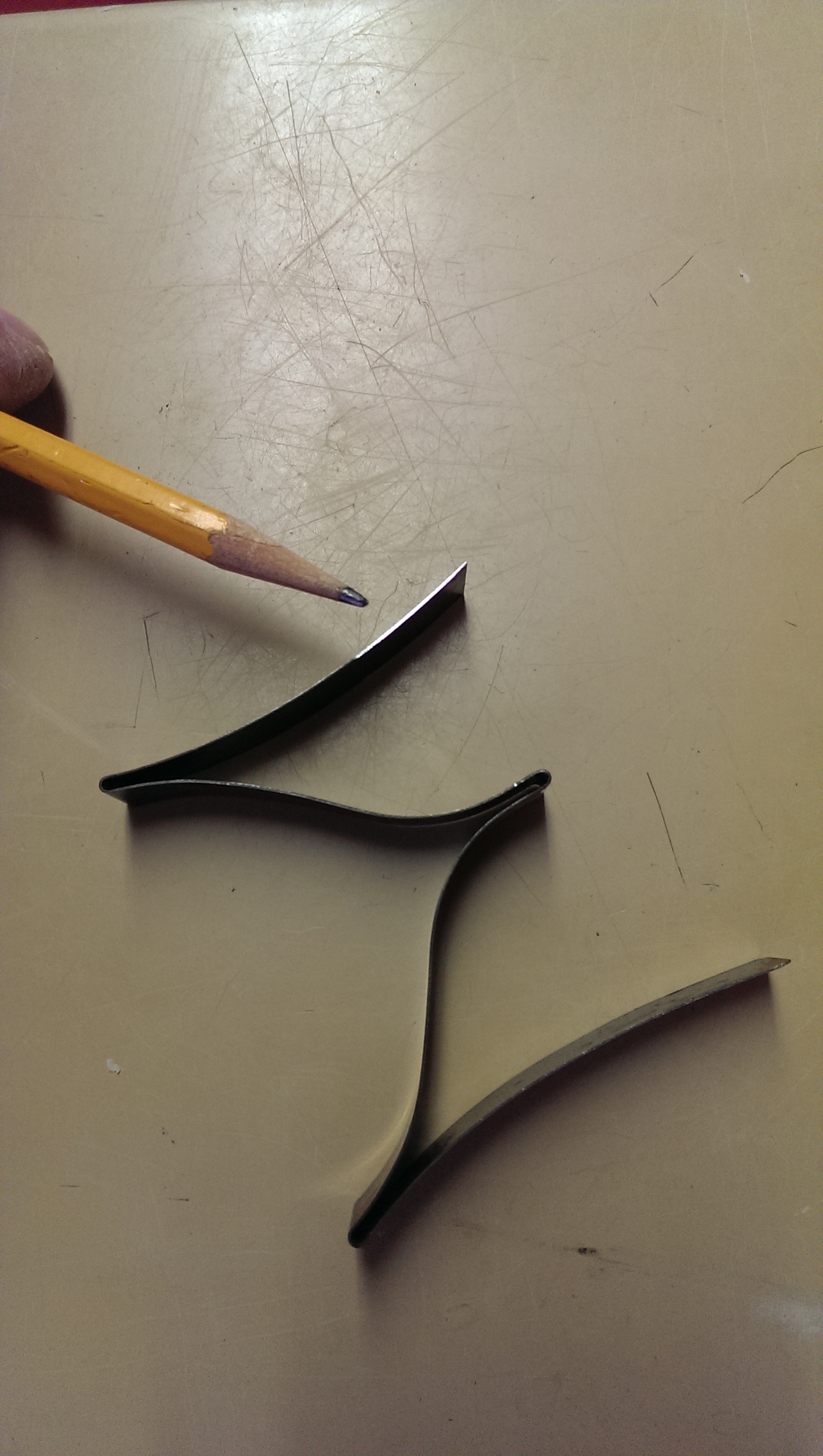
On the bench I would load a dummy cartridge in the magazine and observe how it feed as it was stripped from the follower. As the cartridge was pushed forward there was not enough upward angle to position it for a smooth entry into the chamber, what I needed to do was angle the follower to help point the cartridge into the chamber. With the follower removed I filed a tapper angle to the left side top rail of the follower top that contacts the receiver left feed rail. The follower measured .368” on the back edge and .300” on the front edge, I removed .168” of metal from the front edge while tapering an edge to the rear of the follower. This was enough to start the cartridge in a good angle for chambering while pushing the bolt forward. This worked good for single round feeding however I wanted to fill the magazine and continue to strip and feed rounds smoothly. I needed to determine what length to cut the follower to, this 220 Swift barrel had a 1-12 twist and 55 grain bullets would be the heaviest loads used. I measured factory cartridges with 50 & 55 grain bullets loaded in them and settled on an average cartridge overall length of 2.600” allowing some extra space to prevent jammed cartridges in the magazine. This measurement would determine that I needed to cut 10mm off the follower to make a full length cartridge bed for the modified follower.
The cut was made slightly ahead of the back edge of the follower as I would weld the back piece back on, once welded back together then with some filing, shaping and polishing the now shortened follower fit the desired cartridge length perect.
The magazine well will need a block to fill the gap created by modifying the “shortened follower”. I used a piece of black nylon with rough measurements of 45mm x 17mm x21mm, since all Mauser’s have slight differences in trigger bottom metal you will need to hand fit the block to the individual metal. With a belt sander small amounts of material can be taken off while test fitting the block, it’s ok to make the block fit the sides of the magazine snug however the block should allow the follower to move freely through full travel without any binding. A final smooth polish to the follower cartridge face side of the block will ensure cartridges slide freely against it.
The block will need to be cut to correct length to allow a snug fit from the receiver inner feed rail stop to the removable bottom metal, work slow and test fit often for a perfect fit. Next up on the block fitting will be opening up space for the bolt to pass over it while still keeping the cartridge held forward while lying in the follower. A dermal tool with a drum sander will make quick work of this task, again trial fit and remove small amounts of material at a time. Once fit the bolt should not bind anywhere as it passes over the magazine block while also having the cartridge head stop against it. With the block and follower made a correct size magazine spring will need to be selected, I have quite a pile of left over magazine springs to dig thru hoping to find a favorable donor (another reason to keep old gun parts). A magazine spring is selected by measuring the space from the front side of the new block to the front inner side of the magazine well. With the spring compressed the center leaf length needs to fit in the magazine space with plenty of free movement. The leaf that fits into the follower spring clip will need to be shortened and have the narrow side section filed back to allow full engagement into the follower groove while allowing the rear portion to be held against the follower stop.
Test fit the spring by pushing the assembled spring and follower down into the magazine. When binding is noticed the cure is to shorten the leaf spring that fits into the floorplate. When this spring section is shortened it allows the magazine spring to pivot the follower forward allowing free travel thru the magazine. Now you should have smooth feeding cartridges when fully loaded into the magazine along with a good feeling push feed when stripping a fresh round.
Modifying the follower and associated parts to accommodate a smaller cartridge will improve the overall function to strip and feed rounds smoothly. Attention to small details like this will make customers return for other work and the complements spread by word of mouth are the best P.R. you will ever receive!
 sectioned follower with cuts made
sectioned follower with cuts made
 bottom view of follower
bottom view of follower
 after welding first pass
after welding first pass
 cartridge comparison
cartridge comparison
 spring fitting
spring fitting


 final components needed for conversion
final components needed for conversion
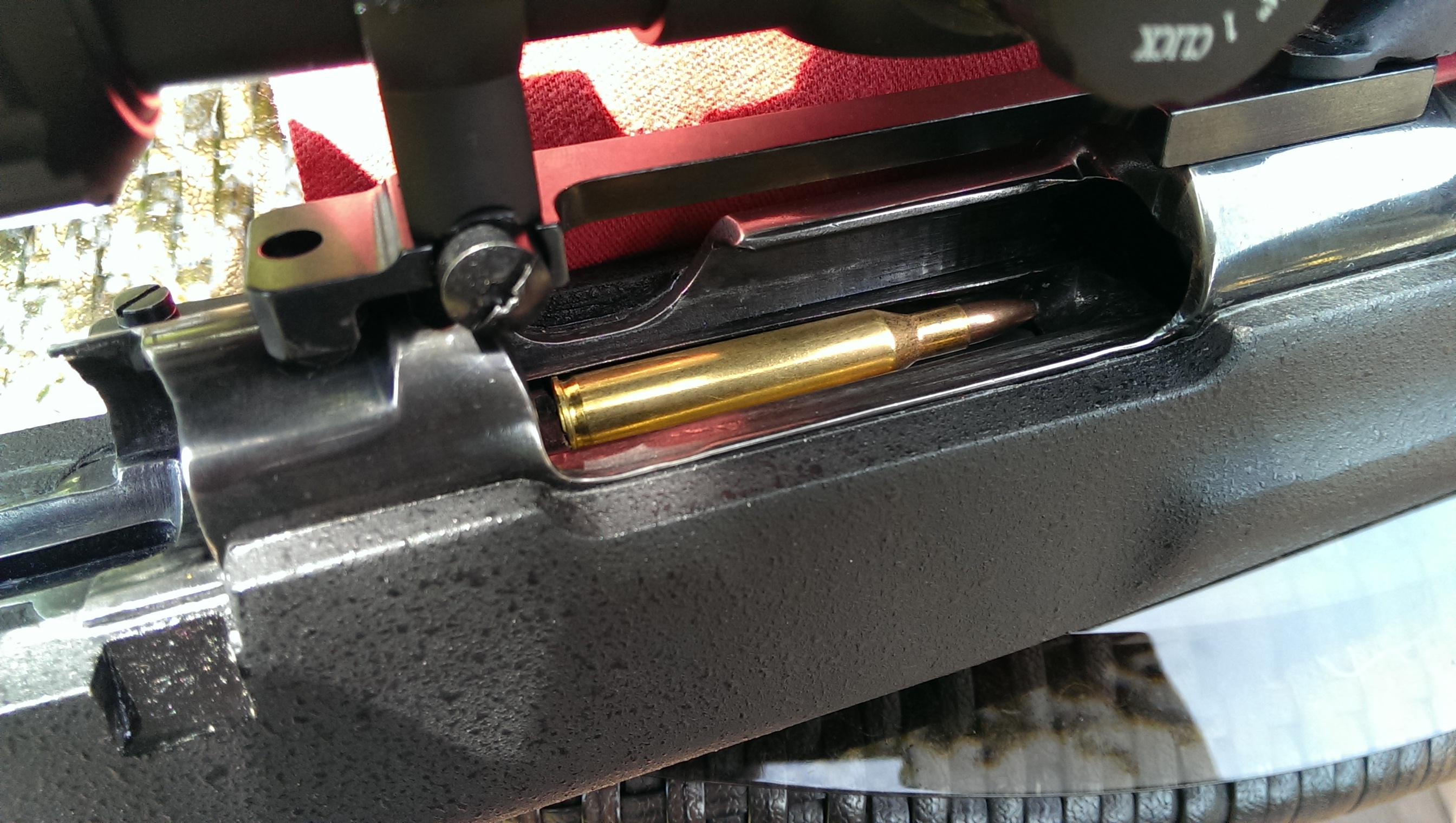 finished with cartridge clipped in action
finished with cartridge clipped in action

Next month I should have received the Leatherwood Penta Lux 4-20X50 scope and will run it on my 22-284 for some fun range work. The weathers cool and crisp so get to the woods or range and enjoy some time with your favorite firearm.

Right on Dead on All the Time
